Torna alla panoramica
Influence of properties of grinding bowls in the planetary system

A clean and constant wear on the inner grinding bowl surface is a question of the amount of grinding balls and size, material amount and size (coarse or fine), the grinding condition like wet or dry grinding, the grinding duration and the adjusted rotations of the planetary system.
Working with the highest rotational speeds is ideal:
1. The grinding balls will distribute better on the entire grinding bowl surface and result in a best possible grinding effect. If the rotational speeds are too low the grinding balls only remain in the lower area of the bowl or only move across the bottom to the inner radius of the bowl.
2. The necessary grinding duration will be the briefest and therefore the unavoidable contamination and abrasion the lowest. With a low rotational speed the grinding powers / energy of the grinding balls are much reduced, the grinding duration will be infinitely too long and the wear enormously increases.
3. Due to the high grinding energy, the grinding system heats up quickly though and with wet grinding after 30-45 minutes, the hot grinding bowl has to be cooled down so the evolved steam pressure inside the grinding bowl does not release the suspension through the grinding lid seal. It is also possible to program the “pause” button with a cooling duration prior to starting, then the built in ventilator helps via air to cool the clamped down and resting grinding bowl quicker.
Are all these parameters kept constant, the same amount of attrition is obtained in a grinding bowl type (kind), so that the grinding bowl surface does not change, for example the inner grinding bowl surface will become rough by hard, coarse or sharp edged material!
If different kinds of grinding bowls used though, it may occur that due to the different material properties the inner surface of the grinding bowls are worn by the strain differently.
In our example, we conducted a mixing and deagglomeration test with low grinding effects of all together 200 g of black and white fine ceramic, but not yet mixed powder samples using one 500 ml grinding bowl made of polyamide and 100 x 10 mm - Zr02 grinding balls and utilizing a sintered corundum grinding bowl and 100 x 10 mm - Al2O3 grinding balls. The feed size is approximately < 5 μm; the materials have a specific weight of approximately 4-5 g/ ml.
The homogenisation was conducted wet with 80 ml alcohol (ethyl alcohol) with our Planetary Mono Mill PULVERISETTE 6 classic line at 250 rpm in one hour. The added suspension has a highly viscous fluidity, similar to motor oil. This prevents the slightly different particle sizes of the white and black sample to get separated due to sedimentation after mixing.
Based on the somewhat specific weight of the ceramic sample and the grinding balls (also between 4 - 5.7 g/ ml) no lower rotational speed can be chosen, since otherwise the grinding balls only move along the bottom, which means a bad mixing/ dispersion. The grinding balls should strike and roll audibly! This is an indication of the complete utilization of the entire inner grinding bowl wall, where on different levels the grinding balls strike and roll off.
Grinding paths inside polyamide grinding bowls

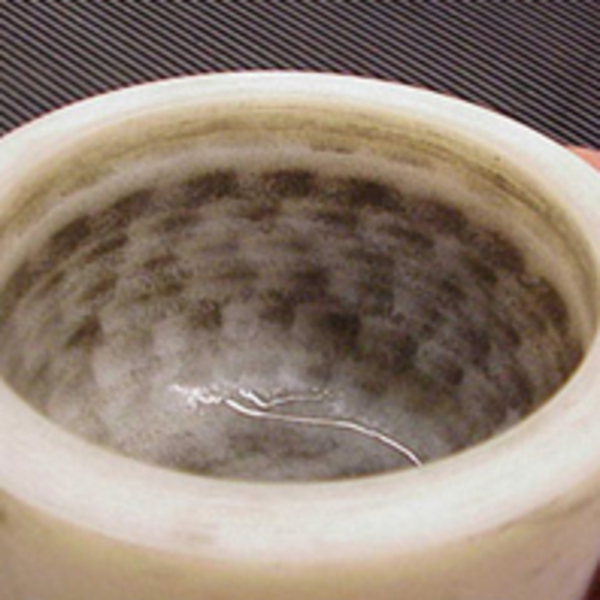
These are clearly recognizable in the photos of the polyamide grinding bowls, where 7-8 different levels of horizontal roll-off paths are seen, which already develop at the bottom radius and end below the grinding bowl lid. Incidentally is the deepest grinding path found here, since the grinding balls striking the grinding bowl lid always strike the upper area of the grinding bowl walls and roll off - due to the high centrifugal powers.
Therefore more grinding balls can be expected in the upper most path than in on the rest of the grinding bowl wall.
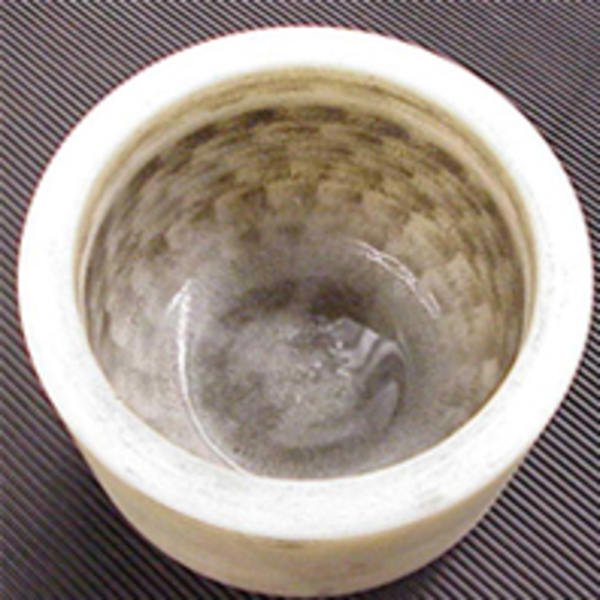
Grinding paths inside the sintered corundum grinding bowls

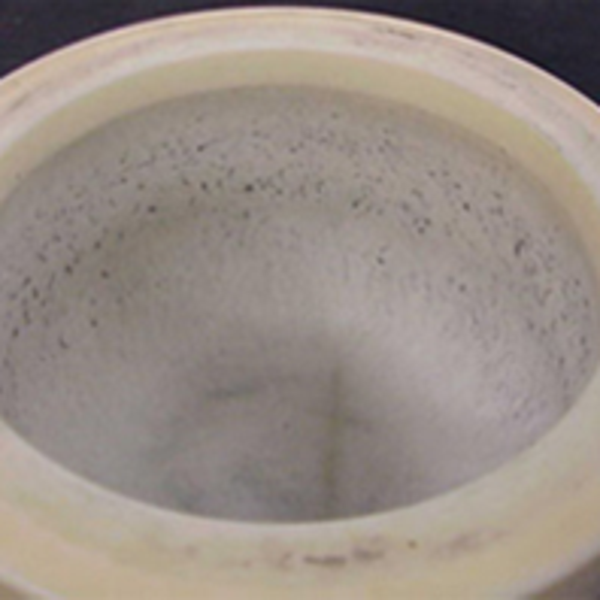
This upper, slightly stained grinding path is also clearly recognizable in the sintered corundum grinding bowl. The upper grinding path is smooth and round in every grinding bowl, whereas the grinding paths below (depending on the material of the grinding bowls) may look differently. Depending on the grinding ball size, the paths are created at different distances to one another, for example with 10 mm grinding balls, 7-8 grinding paths are attained on average, with 20 mm grinding balls 3-4 grinding paths and with 30 mm grinding balls 2 paths.
The grinding paths - depending on the hardness and abrasion resistance of the grinding bowls – vary in depth. In hard types of material they may not even be perceptible, respectively not even appear! The reason for this is since no deformation respectively only very slight abrasion occurs as the grinding balls strike the wall of the grinding bowl, the grinding balls striking only split seconds later, will not glide into an impression like it is created with a polyamide grinding bowl.
In this manner the inner wall of the grinding wall – except for the upper most grinding path – is statistically hit everywhere and the grinding bowl is utilized ideally without the creation of grooves respectively grinding paths with very low abrasion!
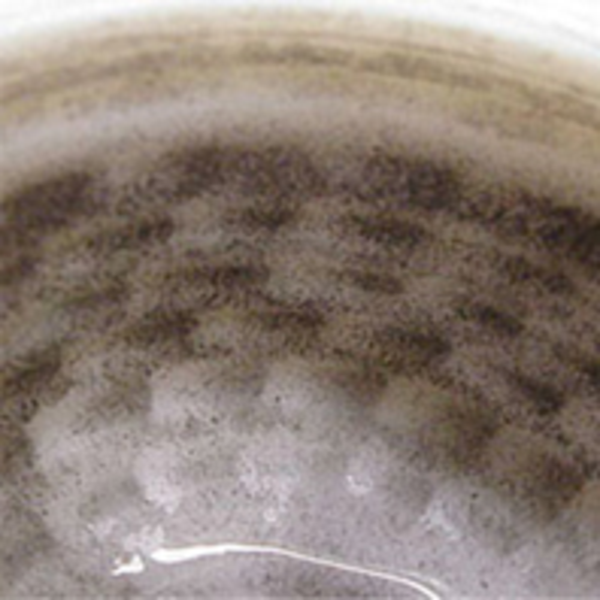
The polyamide grinding bowl is the softest among the grinding bowls. When the first grinding ball strikes the inner wall during the comminution process, a minimal impression will occur in which at the edge of the impression path, the additional striking grinding balls will slide into and even further shape the grinding path. In this manner, impressions will develop next to one another in a grinding path (see the dark areas stained with grinding samples) alternating with light areas where grinding balls barely respectively not strike areas.
Is the grinding bowl always filled with the same grinding balls with the same diameter, this deformation becomes extreme and the abrasion will be correspondingly high. For this reason, working with polyamide grinding bowls is avoided; they are used in most cases only to homogenize pharmaceuticals, where very small grinding balls 10 mm or smaller and low rotation speeds of the planetary mills are utilized.
In cases where the polyamide grinding bowl has to be used, it is recommended to occasionally grind with larger grinding balls 20 mm or 30 mm, in order to smooth the deformed areas. The next harder grinding bowls like sintered corundum or agate show after a longer grinding duration also slight grinding grooves, which run homogenously round though, without wavy impressions in the grinding paths.
-
Download the FRITSCH-report as PDF file
Influence of Properties of grinding Bowls in the Planetary System
-
Detailed grinding reports
Torna alla panoramica